有限公司")








聚氨酯驱动轮在日常设备用轮,铝芯包胶,铁芯包胶,实芯轮子也是常用设备轮。
坚硬、弹性、韧性、脆性等概念,这种通过直观感觉和知觉获取的信息一般被称为定性判断。各行业对各领域的产品性能都有一套成熟的标准测量试验(行标),我国针对各种产品的各项指标也制订了标准试验以进行测量(国标,GB)。聚氨酯制品(PU制品)日常使用中涉及的的性能及其测试。
坚硬、弹性、韧性、脆性等概念,这种通过直观感觉和知觉获取的信息一般被称为定性判断。各行业对各领域的产品性能都有一套成熟的标准测量试验(行标),我国针对各种产品的各项指标也制订了标准试验以进行测量(国标,GB)。聚氨酯制品(PU制品)日常使用中涉及的的性能及其测试。

聚氨酯驱动轮用于下列加工技术:
浇注、模压、注射、挤出、吹塑、反应注射成型、压延等浇注成型是将PU胶料I入用空气或液体加热的模具,此时模具型腔尺寸可按工件尺寸加放1~2%。对于PU弹性橡胶垫及有些常用的聚氨酯驱动轮专用零件,可直接浇注或压胶成型模压技术用液体或气体代替刚性凸或凹模,不仅简化了传统模具,而且.还船生产各种复杂模压零件,适于中、小批量生产或单件试制注射成型是TPU橡胶最主要的加工力法,技术和设备上进一步改进了液压系统,提高了节能水平,并开发出大批大型、微型、精密型机种和专用及特种机器吹塑成型技术和设备的进展是开发了多腔体、多模头、多层共吹塑压延加工技术能使PU橡胶板材厚度达到所需尺寸
浇注、模压、注射、挤出、吹塑、反应注射成型、压延等浇注成型是将PU胶料I入用空气或液体加热的模具,此时模具型腔尺寸可按工件尺寸加放1~2%。对于PU弹性橡胶垫及有些常用的聚氨酯驱动轮专用零件,可直接浇注或压胶成型模压技术用液体或气体代替刚性凸或凹模,不仅简化了传统模具,而且.还船生产各种复杂模压零件,适于中、小批量生产或单件试制注射成型是TPU橡胶最主要的加工力法,技术和设备上进一步改进了液压系统,提高了节能水平,并开发出大批大型、微型、精密型机种和专用及特种机器吹塑成型技术和设备的进展是开发了多腔体、多模头、多层共吹塑压延加工技术能使PU橡胶板材厚度达到所需尺寸

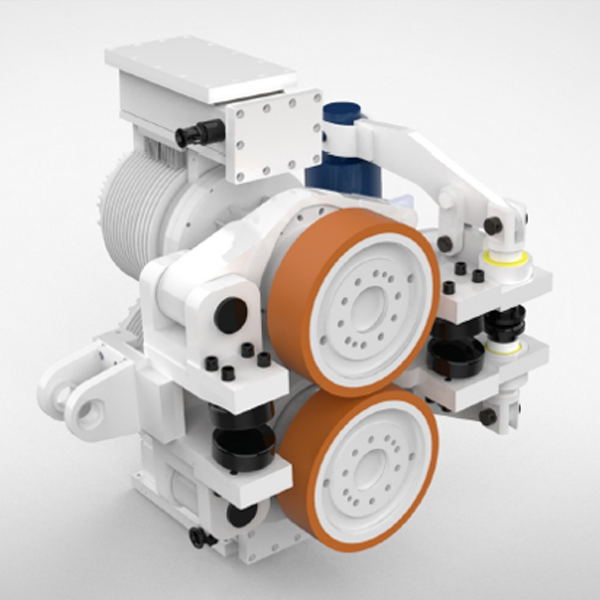
聚氨酯驱动行走轮箱
聚氨酯驱动轮加工工艺:
第一步:清洗轴承轮芯,或者说清理轮芯表面。
如果是新的轮芯,则需要把轮芯表面的油污等脏污用清洗剂洗净即可;如果是旧轮翻新,则需要把旧轮子外层的聚氨酯包胶去除,同时用清洗剂把轮芯表面剩余的胶清洗干净。
第二步:如果轴承表面粗糙,我们将进行细化处理
不管包胶的是不是轴承,都要把轮芯表面进行粗糙处理,这样做是为了加大轮芯表面与包胶的粘合面积,加大摩擦力,使后期的粘合性更好。
第三步:对轮芯进行喷砂处理
将粗糙处理过的轮芯进行喷砂处理,喷砂会根据胶轮芯的材质选择不同性质的砂来进行喷砂。喷砂是为了让轮芯表面更粗糙,聚氨酯包胶后胶与轮芯粘合的更好。
第四步:就行聚氨酯包胶
对经过上述处理后的轴承按客户的要求进行包胶,包胶材料的不同则达到不同的要求,比如:包橡胶的耐油墨性能好,包聚氨酯胶的耐磨耐压性能好,包硅胶的耐高温性能好。
第五步:对聚氨酯包胶轮进行硫化
包胶后的聚氨酯包胶轮一般需要10-15小时的硫化时间,经过硫化后轴承与聚氨酯会紧密粘合,一条包胶的轴承包胶轮就形成了。
第六步:聚氨酯轮进行打磨
按客户要求的尺寸和形状来打磨,部分客户对聚氨酯包胶轮表面要求较高的情况下,需要用数控磨床对轮子进行镜面的打磨。
麦轮聚氨酯生产销售聚氨酯驱动轮、聚氨酯驱动轮包胶、驱动行走轮箱,聚氨酯主动轮,从动轮,可佩带电机,欢迎电话垂询订购!
推荐文章:聚氨酯驱动轮的承重和驱动能力
来源:


